| 产地 | 山东 |
|---|---|
| 品牌 | 精拉管业 |
| 是否进口 | 否 |
精密无缝钢管规格容许误差:
精密无缝钢管规格及容许误差:精密无缝钢管一般来说规格型号为10*1-203*25, 标准规定尺寸公差范畴:
误差级别规范化直径容许误差
D1±1.5%,少±0.75毫米
D2±1.0%。少±0.50毫米
D3±0.75%.少±0.30mm
D4±0.50%。少±0.10毫米
虽然在市场中,存在着很多,不同种类的管道。但是钢管才是所有管道中,受到欢迎的一种。因为钢管有着抗扭压强度大,屈服点高、以及硬度指标高等特点。可是有不少的客户,在想要购买钢管的时候。总是会遇到,一个看上去小,但实际影响非常大的问题,那就是管道的光洁度。可能在很多,会使用到大型钢管的行业中,对于这个特性,并不是那么的看重。


成分具备一种好的一面,也是不太好的一面。成分,比如锰、硫、磷、铌、钛、硅等对无缝管具有比较大的伤害,具体有哪些伤害呢?下面大家就听进口规格无缝钢管公司的技术专业工作人员为大家大家详解一下:
一、锰,分析化学空格符里面写“Mn”,它是一种可以让无缝管的韧脆转变温度降低,倘若锰的水分含量再度提高,其温度也会慢慢地降低。
二、硫与磷是属于沉渣,她们经常会沉积在晶界,对晶界的表面专业能力进行一种降低,可以伤害无缝管的韧脆转变温度,导致脆性断裂应力场。
三、钛,分析化学空格符里面写“Ti”,它可以将奥氏体不锈钢板晶料长大以后,升温奥氏体不锈钢板化的温度,那般就可以有效的改善进口规格无缝钢管的韧延特性了。
四、铌,具有沉淀加强的作用,它可以改善无缝管的抗拉强度与可塑性,从而也将晶体优化没有了。



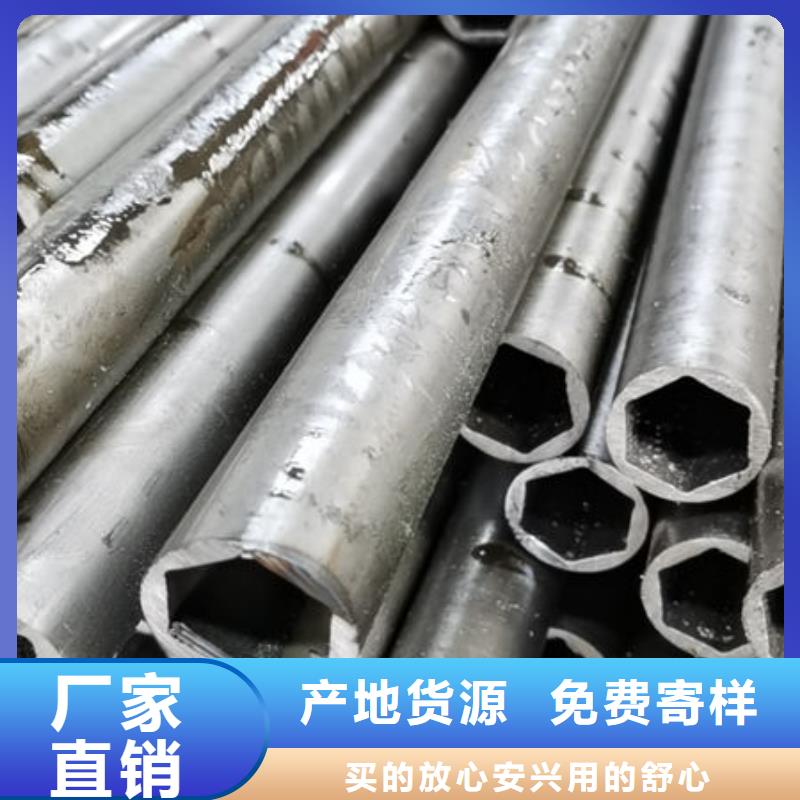
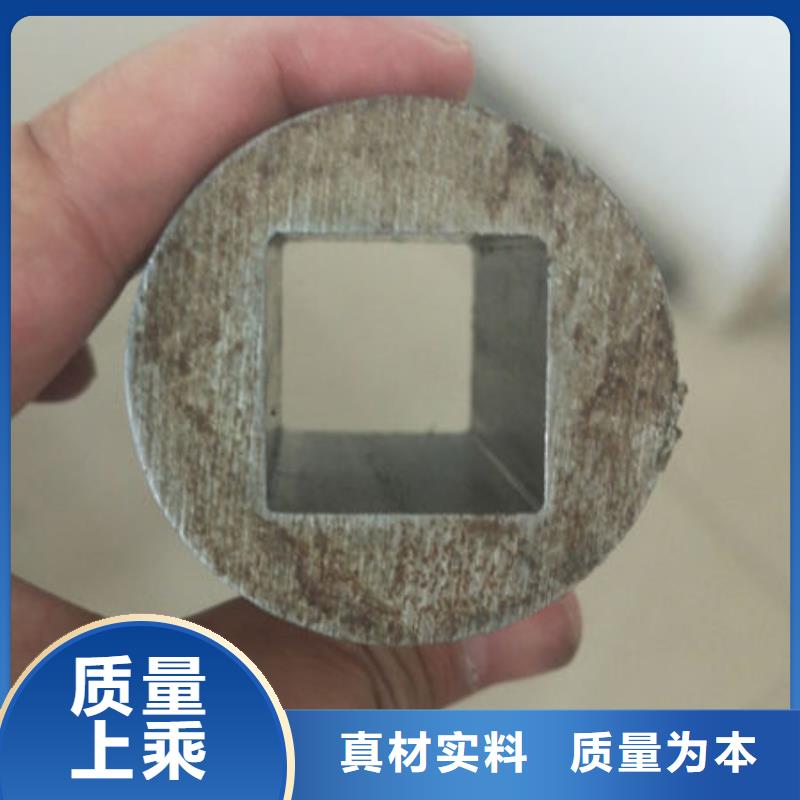
如果通过手工超声波和X射线检查具有连续声学材料痕迹检测标记的焊接零件,如果有缺陷,则在修复后将再次基于无损检测技术,直到了明显的缺陷为止。在每个精密加工的无缝钢管上进行静水压力测试,并进行径向径向气密性测试。管道的对接焊和螺旋电焊的交叉焊。精密无缝钢管根据生产工艺的不同,分为热轧(挤压加工)无缝钢管和冷拔(轧制)无缝钢管两种。冷拔(轧制)管分为两种:螺杆管和异型管。精密无缝钢管的性能指标监控可以基于液压(水)压力测试,压扁测试,拉伸测试和扩口测试的四个方面。在生产和制造过程中检测精密无缝钢管的综合性能指标非常有用。压力,展平,弯曲,扩口试验等。
1.液(水)压试验:将一定压力的水倒入待测无缝管中,并保持一定时间(试验压力值和调节电极时间按标准规定),而且没有漏水。此测试是高质量的监视,通常在产品检查中看到。
2.挤压扁钢试验:将精密无缝钢管接头放在两个扁形焊接夹具的中间,在两个焊接夹具之间施加力,使其超过规定值,并检查变形区域是否没有缝隙或裂纹。
3.拉伸试验:将精密无缝钢管插入弯曲试验机中,按照标准弯曲芯截面,弯曲至标准要求的角度后,弯曲位置表面无裂纹或开裂。
4.扩孔试验将精密无缝钢管放在放置面上,向上张开嘴,将用标准锥度代替的顶部中心插入无缝管中,直到试验直径扩孔率超过标准为止。表面的一部分出现裂纹或裂纹等缺陷。



吉安精拉管业有限公司位于汇通国际金属物流园A121, 我公司是生产 精密无缝钢管价格的专业厂家,拥。公司主要产品包括:[城市精密无缝钢管价格]等。 长期以来,我们以真诚、守信、勤奋的企业精神,优良的产品及合理的价格,与广大客户建立长期的合作关系。公司产品主要销往全国各地,深受用户的信赖。公司坚持“严谨、、协作的团体精神,恒久不变的理想,永不枯竭的激情”,努力使技术更先进,制造更精良,所有环节一丝不苟,为客户提供精良产品。 我们真诚感谢众多客户多年的支持;热忱欢迎广大新老客户来图来样,订购生产,携手合作,共同发展。


2、穿孔机前台送料口(进口嘴)凄压紧,不能有摆动现象。管坯咬入后,管坯尾巴产生甩动,顶头居穿孔时,左右摇摆,产生毛管波浪高低不平,并且均匀度壁厚准,同样送料内径不太大,也会管坯尾巴产生甩动厉害,一般送料内径此管坯大15毫米, 这样管坯咬入时,管坯较为稳定。
精密无缝钢管出现很不寻常的S形弯的情况都是那些原因引起的
3、定心辊的调正,毛管接近 架定心辊时, 即将打开,从而毛管进入 架定心辊内, 接近定心辊及进入定心辊内,在这段时间很短的阶段,往往第二架定心将顶杆调正比较低时,毛管会产生顶头工作时不稳定(毛管接近 架定心辊时, 打开,毛管往下沉,进入定心辊内,毛管又往上升,这样一低一升,顶头这里也-低升,逐步毛管产生壁厚不均匀。
4、精密无缝钢管管坯断料与锯料I者有所不同。锯料没有压扁度,穿孔咬入准,头部壁厚匀度较好,断料压扁度大,有时壁厚负差大,而且往往产生咬入不良,精钢管管坯头部从而受轧辊内冷却水及页头的冷却水冲击,毛管头部一般产生严重阴阳面,而且精轧后,头部容易开裂。
5、精密无缝钢管顶头与毛管内壁间隙不能过小。过小,毛管容易产生麻花波浪高低不平,而且由于间隙较小,顶头喷水循环流动减慢,并且顶头损坏较快,一般40-6坯,顶头直径不小于毛管内径5-6毫米,有时顶头使用大-点,毛管外径可以适当大一点。



![[吉安]精拉管业有限公司名片](http://ypmimg.qy55.com/UploadImg/overDate/new_card.jpg "[吉安]精拉管业有限公司名片")